When crude oil is stored in tanks, the vapor space above the liquid becomes saturated with VOCs. Changes in liquid levels during loading and unloading affect this vapor balance. As the tank is emptied, vapor must enter to maintain pressure and prevent collapse; when filled, excess vapor must be removed to avoid overpressure. Temperature changes can also alter vapor pressure, causing emissions or air ingress, which may create explosive conditions. These VOC-rich vapors—released during loading or due to heat—can be captured, recovered, and compressed for reuse.
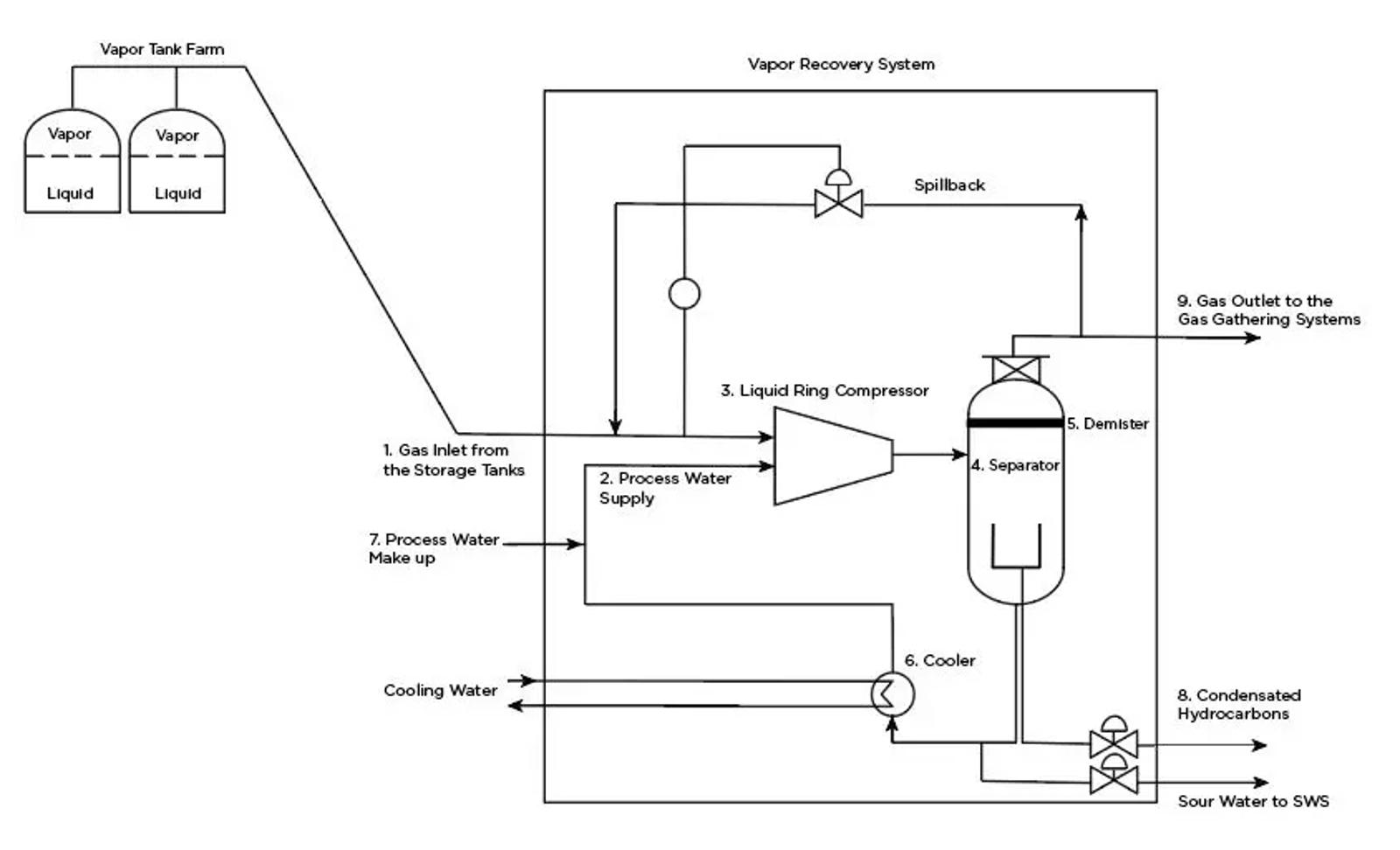
Tank Vapor Recovery Unit - Process Flow
- The gas (1) coming from the tank farms enters the Liquid Ring Compressor (2) along with the process water (3).
- After the compression phase, the gas, water and hydrocarbon mixture enters the separator(4) where the three elements are parted: the gas passes through a demister (5)to remove water droplets and leaves the vessel from the top, while condensed hydrocarbons and water are separated from the vapor stream by gravity due to reduced gas speed.
- The water is sent back to the compressor, after being cooled by a cooler (6).
- Moreover, continuous process water make up line(7) in the compressor, suction is provided to ensure a continuous water ring in the compressor.
- The condensed hydrocarbons are discarded or put back into the tanks (8).
- The gas exiting the separator finally heads to the Gas Gathering System (9).


.svg?format=pjpeg&width=1600&quality=75&auto=webp)






