![]() Global (EN)
Global (EN)
![]() Global (EN)
Global (EN)
VOC’s Vapor Recovery Units (VRU) are usually located at:
They aim to recover gasoline vapors otherwise lost during the storage tank breathing, or the product loading and unloading operations. The captured gasoline vapors are returned to the storage tanks or to the loading/unloading line.VOC recovery units use the adsorption/absorption technologies. These are considered the best available techniques to capture Volatile Organic Compounds (VOC) vapors and reduce hydrocarbon emissions. The vapors are adsorbed onto activated carbons and then absorbed into an absorber column fed with gasoline. A liquid ring or dry screw vacuum pump cleans the carbon beds removing the vapors heading them to the absorber column.
In a gasoline storage and handling terminal, the primary source of hydrocarbon vapors are storage tanks. They can be fixed or with an internal floating roof.In general the emissions could be generated during the tank filling, tank-to-tank transfers, or cleaning and degassing operations.
Tank thermal growth due to solar radiation or increasing ambient temperature could be an additional cause to vapor generation.Specifically the two main sources of vapors in the fixed roof type of tanks are venting and breathing.During the VENTING, the vapors are pressed out of the tank while replaced by the liquid when the tank is filled. On the other hand, solar radiations or the increasing ambient temperature can lead to BREATHING. In this case the vapors are pressed out because of the thermal expansion of the vapors and liquid.For the internal floating roof the vapors can generate because of breathing or during roof landings.
The second source of VOCs are the loading and unloading operations of the gasoline. VOC can be pre-loaded in the wagon, ship or truck tanks coming back from the previous loading. Otherwise, they can vaporize during the filling of the previously mentioned means of transport.
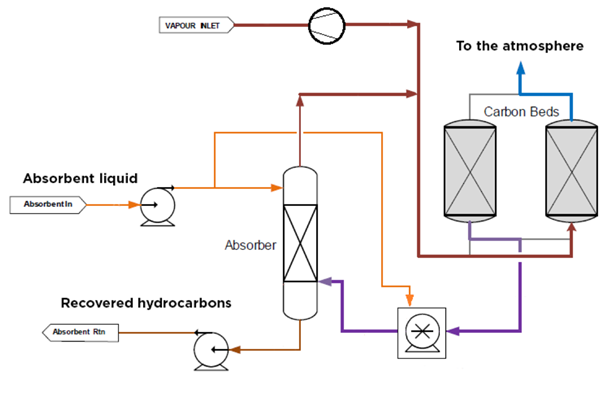
Vapors from the loading line or the tanks arrive at the VRU. They enter the vessel, filled with active carbons (AC) and set in the adsorption (or receiving) mode. The hydrocarbons in the vapor are adsorbed onto the carbons, while clean air is released in the atmosphere.After 10 to 15 minutes on average, when the Active Carbons are saturated, the vapors are directed to the second vessel. The first, saturated, vessel is isolated and put under vacuum by the vacuum pumps.
By this the adsorbed hydrocarbons are removed from the AC and through the vacuum pumps they enter the absorber column.In the absorber column, which is a sort of scrubber, an absorbent fluid (gasoline) is showered down. At the same time, the extracted and highly concentrated vapor is going upwards along the absorber column. Most of the hydrocarbons in the vapor are absorbed in the liquid absorber.The not absorbed vapors are directed again to the AC vessel in the adsorption/receiving mode.
The absorber with the recovered product is returned to the storage tank/loading line.When the cycle is complete and the AC is clean again, the AC vessels will switch function. The vapors will be directed to the clean AC vessel. This sequence repeats itself each 10-15 minutes, as long as hydrocarbon vapors are entering the VRU.
Vacuum pumps are an important component of VRUs. There are two main types: rotary screw and liquid ring.The first type requires a liquid injection that is usually the absorbent product that is used in the whole package for cooling and lubricating.
The capacity can be quite high since each pump can reach 3,000m3/h of vacuum. Last but not the least, the Intervals between services are long and there are low service consumables. On the other hand, there are liquid ring vacuum pumps, which were the first type of pumps used in more traditional VRUs. They use glycol or oil as internal seal and require a bigger total system (liquid seal pump and separator).
They have very high capacity up to 22,000-23,000 m3/h of vacuum capacity. They are very reliable machines; service intervals are long and they have medium-level consumables.For Garo systems, liquid ring and dry screw vacuum pumps are provided by the sister company Nash, LLC.
A Carbon Bed Vapor Recovery System reduces emissions levels, while recovering valuable hydrocarbons capturing about 99% of Volatile Organic Compounds generated. It guarantees less air pollution according to local legislation.At a glance, a Carbon Bed VRU benefits are:
 Afghanistan(EN)
Afghanistan(EN)